
Tube bending blog by Alan Pickering.
Why do you need a Multi-Stack Bending Machine?
Well, there are some good reasons and one daft reason, let’s start with the good reasons.
Some parts that you need to bend require a straight less than 2 x Diameter between bends and you’re not allowed any marking on the part. In this scenario you may need to consider ‘Bend on Bend’ tooling.
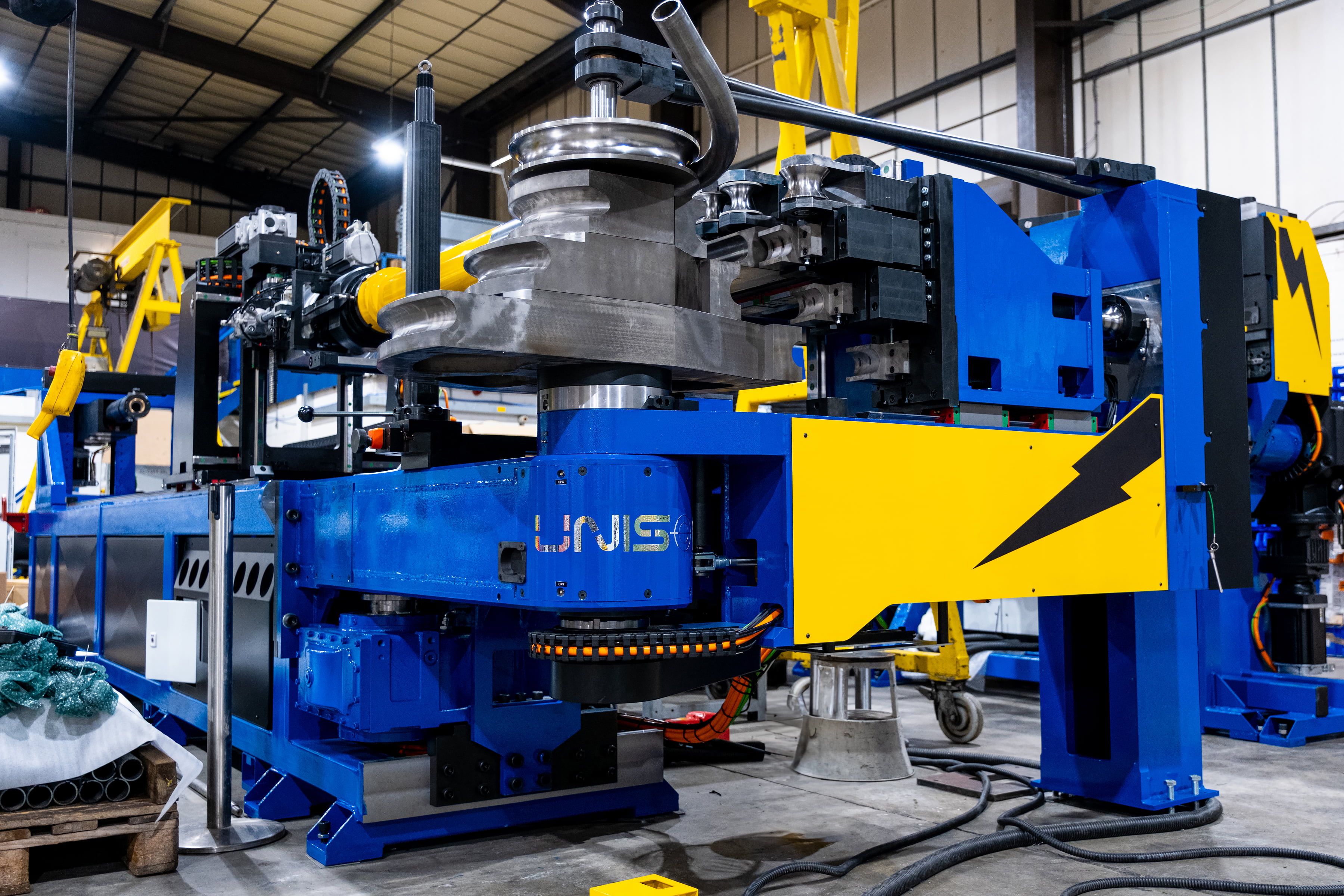
Multi-stack tube bending machine
This is where you have a replica set of tooling set directly above the original tool set, except instead of a straight clamp length you have one that matches the previous bend in the orientation you need to bend the subsequent bend.
It doesn’t take a genius to realise this tooling can get very expensive, if for example you have an exhaust manifold part, where there are multiple bends with little to no straight, this would require up to 10 stacks of tooling.
Are there different types of multi-stack machines? I’m afraid so. Some have fixed pitch between stacks and are typically limited to three positions, or like at Unison, you have a set stroke in which you can define as many pitches as you can fit in the space, so be careful to choose the right one.
Recommendation – Challenge your designer to redesign the part with ‘2D clamp straights’, play around with the ‘bend radii’, they don’t have to be 1D, 2D, 3D, it can be anything in between, it just becomes dedicated to the application.
Some parts will have different Radii within the same part, this generally comes about because design aren’t familiar with the manufacturing process, however sometimes it’s “necessary”.
So to do a ‘multi-radius’ part you first need a multi-stack machine, again not all machines are multi-radius.
Why?
To do true multi-radius you need a pressure die that goes up and down and is not a static block to, for example, add three static pressure dies to with varying depths.
Why?
Well, imagine a 400m athletic track race. The runner on the inside lane, although running at the same speed as the runner in the outside line, seems to be going faster relative to the other runners, but it’s just that they are running a shorter distance, hence why they have a staggered start.
Why does this matter in tube bending? This is because if your ‘powered follower’ doesn’t match the Swept Length movement of the ‘bend former’ the pressure die stack will run into the back of the ‘clamp block’ as it tries to match the swept length.
You can cheat by matching the follower to the slowest moving stack, but you are then dragging on the other stacks causing excessive ‘wall thinning’.
Everything is a compromise, but be careful not to compromise on the right tool for the job.
This, in my opinion, is a bad idea for several reasons :
With a Unison All-Electric Tube Bender, a tool change can be done in less than two minutes on a 50mm machine – see here – and 10 minutes on a 100mm machine – see here.
Got a question for any of our experts? Contact us now – sales@unisonltd.com